
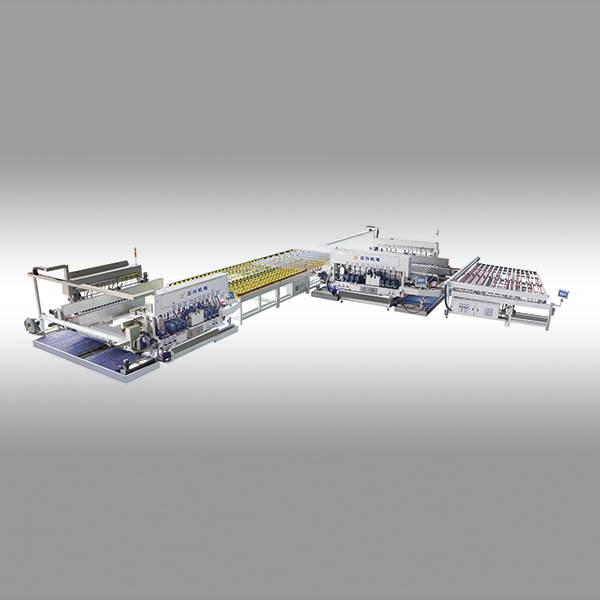
падвойная лінія высакахуткаснай супер шкляной аздаблення T пераноснага стала
FH4225 SM2242GT + ZT4225 + SM2225GTS

Кампутар кіравання

Дакладная сервосистема вымярэння

сістэма рэгулявання шырыні

Высакаякасныя электронныя дэталі

Пнеўматычная сістэма паліроўкі

Матор Arris

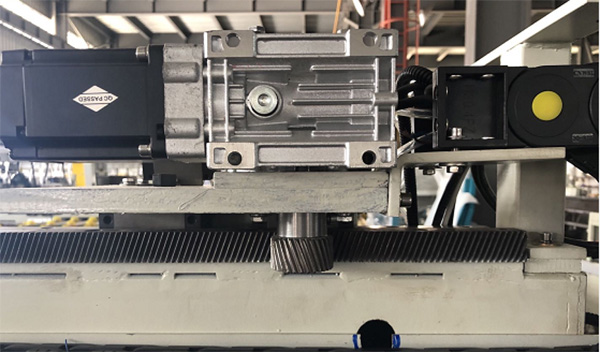
Табліца перадачы высокай эфектыўнасці

Табліца перадачы высокай эфектыўнасці
Увядзенне машыны
Шкляны вымяральны стол
Сістэма прывада
Абсталяванне выкарыстоўваецца для пераносу і размяшчэння шкла, якое падлягае апрацоўцы, дакладнага вымярэння даўжыні, шырыні і таўшчыні шкла і перадачы дадзеных у шліфавальную машыну і іншае абсталяванне для далейшай апрацоўкі шкла.
Канструкцыя шклянога вымяральнага стала ўключае 4 часткі, як паказана ніжэй:
1. Табліца Positiong
Перадача шкла, якое рухаецца спераду альбо ў бакі, ажыццяўляецца з дапамогай пераўтваральніка частоты і рухавік з пераменнай частатой. Хуткасць перадачы можна рэгуляваць. Дакладнае пазіцыянаванне па высакаякасныя датчыкі. Даўжыню, шырыню і таўшчыню шкла можна вымераць пасля правільнага размяшчэння.
2. Вымяральны прыбор
Памер даўжыні і шырыні шкла вымяраецца высокадакладным датчыкам прывада прыводзіцца ў дзеянне серварухавіком. Памер таўшчыні шкла вымяраецца пры дапамозе капронавага нейлонавага блока, які цісне на шкляную паверхню і энкодэра, які прыводзіцца ў дзеянне шасцярнёй. Ціск у балоне рэгулюецца асобна.
3. Сістэма электрычнага кіравання
ECS складаецца з праграмуемага кантролера (PLC), сэнсарнага экрана (HMI), сервопривода, серварухавіка, пераўтваральніка частоты, рухавіка пераўтварэння частоты, датчыка і г. д. PLC кіруе машынай для аўтаматычнай працы ў адпаведнасці з тэхналогіяй апрацоўкі. HMI выконвае задачу ўзаемадзеяння чалавека і кампутара.
4. Сістэма праграмнага забеспячэння
Праграмная сістэма параўноўвае дадзеныя з вымяральнай табліцы шкла з дадзенымі замовы і аўтаматычна супадае з найбліжэйшымі дадзенымі шкла. Тым часам дадзеныя шкла перадаюцца на шліфавальную машыну з двума гранямі і іншае апрацоўчае абсталяванне для рэжымнага або пакетнага вытворчасці.
Прынцып працы:
Уручную альбо аўтаматычна пакладзеце адзін шкляны ліст на шкляны вымяральны стол. Шкляны вымяральны стол перадае, размяшчае і дакладна вымярае памеры шклянкі ў даўжыню, шырыню і таўшчыню. Дадзеныя вымярэння шкла перадаюцца ў сістэму кіравання для параўнання, каб адпавядаць дадзеным замовы, і перадаюцца на шліфавальную машыну з двайным краем і іншае апрацоўчае абсталяванне для далейшай апрацоўкі шкла. Наступны адзін шкляны ліст кладуць на шкляны вымяральны стол і пачынаюць наступны працоўны цыкл.
2. Шкляная прамалінейная машына для падвойнага краю.
Нумар мадэлі: SM2242GT SM2225GTS
Гэтая машына прызначана для паліроўкі двух процілеглых краёў шкла адначасова.
а) Кантроль
Гэтая машына прыняла японскае кіраванне PLC Mitsubishi і 10-цалевы інтэрфейс аператара. На экране адлюстроўваюцца ўсе падрабязныя параметры шкла. Кожнай машынай можна кіраваць на сваім кампутары альбо на галоўным кампутары.
Права карыстальніка можа быць адзначана як аператар / рамонт / адміністратар, прадухіляючы ўзнікненне памылак, абараняючы машыну ад няправільнай працы.
б) Высокая дакладнасць перадачы.
Два рамяні ГРМ транспарцёра прыводзяцца ў дзеянне двума серварухавікамі з высокай дакладнасцю, высокай хуткасцю і высокай сінхранізацыяй.
в) Рух мабільнага шліфавальнага ўчастка.
Рухомая шліфавальная секцыя рухаецца ўздоўж лінейнай падвойнай накіроўвалай шарыкавай апоры. Перадача рэалізавана праз шаравыя шрубы, якія прыводзяцца ў дзеянне серварухавіком, максімальная хуткасць перамяшчэння шліфавальнай секцыі можа дасягаць 15 метраў у хвіліну. Гэтая сістэма таксама ўключае ў сябе тармазную і счапляльную сістэму, якая можа гарантаваць стабільнае перасоўванне шліфавальнай секцыі і нізкую сілу ўдару. Гэтая структура можа гарантаваць стабільнасць сілы захопу шкла вялікага памеру нават пасля доўгай працы машыны.
г) Кожны падвойны кант мае адну сярэднюю апорную рэйку, якая рухаецца разам з рухомай секцыяй, якая падтрымлівае шкло з сярэдняга становішча, каб прадухіліць выгіб шкла. Для вельмі вялікіх памераў падвойнага краю мы таксама пастаўляем яшчэ адну партатыўную апорную рэйку, якую можна ўсталёўваць уручную.
e) Верхняя сістэма дарожкі ўверх і ўніз выкарыстоўвае рассоўную структуру пласціны без праблем, звязаных з традыцыйнай сістэмай рассоўных рукавоў
е) Сістэма пазіцыянавання.
Сістэма становішча загрузкі шкла складаецца з чатырох частак: нерухомыя ролікі, рухальная сістэма захопу паветра, выраўноўваючыя блокі (адзін злева і адзін справа), верхнія ролікі для націскання паветра (адна злева і адна справа). Шкло дакладна выраўноўваецца і шчыльна прыціскаецца сістэмай пазіцыянавання. Гэтая сістэма гарантуе дакладнасць шліфавання і эфект паліроўкі.
ж) Простая налада
Падыманне / падзенне верхняй сістэмы сачэння і рухавікоў верхняга арышта прыводзяцца ў рух рухавікамі. Яго можна ўсталяваць аўтаматычна ў залежнасці ад рознай таўшчыні шкла.
з) Сістэма паветранай паліроўкі.
Шліфавальнае кола кіруецца паветрам, які кіруецца ПЛК і электрамагнітным клапанам, які можа рухацца наперад / назад у залежнасці ад становішча шкла. Гэтая сістэма можа аўтаматычна кампенсаваць знос колаў, аказваючы стабільнае ціск на шкло і атрымліваючы аднолькавы вынік паліроўкі.
У рухавіковай сістэме паліравальнага рухавіка выкарыстоўваецца высокадакладная сістэма лінейных напрамкаў з высокай дакладнасцю.
i) Сутарэнне і каркас:
Выраблены з тоўстай вырабленай сталі, якая апрацоўваецца адпалам у нашай фабрыцы. З добрай устойлівасцю і трываласцю на скрут, трываласцю на выгіб.
к) рухавік
Выкарыстоўвайце рухавік з пераменнай частатой ABB з высокай дакладнасцю і нізкай вібрацыяй. Хуткасць рухавікоў можна павялічыць да 4300 абаротаў у хвіліну з дапамогай пераўтваральніка частоты, працоўную хуткасць машыны можна павялічыць да 20 метраў у хвіліну.
Сістэма кіравання рухавіком мае функцыю абароны ад перагрузкі / адсутнасці фазы / кароткага замыкання, электронныя дэталі выкарыстоўваюць міжнародны брэнд, стандартныя тыпы, можна лёгка знайсці на рынку, што зніжае выдаткі на абслугоўванне кліента, павялічвае эфектыўнасць вытворчасці.
k) Перадавальны канвеер зверху / унізе прыняць рамяні ГРМ.
л) змазка:
Лінейныя шрубавыя і накіроўвалыя рэйкі з падвойным шарыкавым змазкай змазваюцца аўтаматычным алейным помпай.
Машына таксама абсталявала ручной змазачны помпа, якім змазваюць слізгальную паверхню.
м) Рэгуляванне працоўнай хуткасці: Праз інвертар частоты.
n) Бак для вады, паддон для вады, верхняя / ніжняя вечка рамяня ГРМ, лінейныя накіроўвалыя рэйкі / шаравыя шрубавыя вечкі зроблены з нержавеючай сталі.
o) Амперметр:
праверыць прапорцыю колаў.
Больш падрабязна фотаздымкі.
Кутні шліфавальны рухавік
Замена гнуткага дызайну воданепранікальнага злучэння зразумелы індыкатар для амперметра рухавіка ўверх і ўніз.
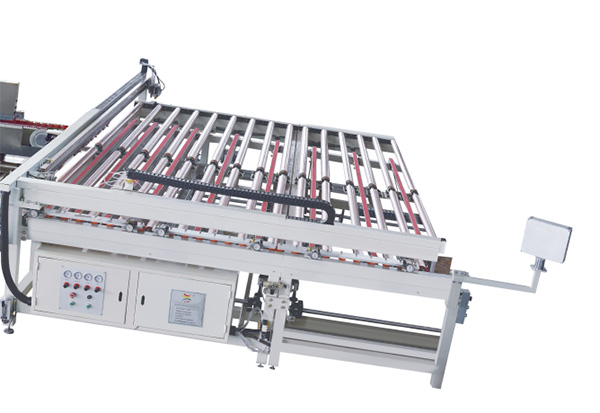
3. Табліца перадачы L-формы. Ролікавы стол і рэмень ГРМ.
Гэтая машына складаецца з ролікавай сістэмы перадачы і сістэмы перадачы рамяня ГРМ. Сістэма перадачы роліка кіруецца ланцугом, хуткасць рэгулюецца інвертарам у адпаведнасці з зададзенай хуткасцю.
Сістэма перадачы рамяня ГРМ можа быць паднята ўверх і апушчана ўніз. Калі шкло выходзіць з першага падвойнага краю, сістэма ГРМ будзе паднята. Шкло будзе перамешчана ў правае становішча, а затым апушчана ўніз на ролікавай сістэме перадачы.
Сістэма канвеера ГРМ выкарыстоўваецца з алюмініевага корпуса профілю.
Тэхнічныя параметры
Хуткасць вытворчасці
| Пункт | Таўшчыня шкла | Макс. рабочая хуткасць | Аздабленне шклом |
|
1 |
4 - 6 мм | 22 м / мін | Грубае шліфаванне |
|
2 |
8 -10 мм | 18 м / мін | Грубае шліфаванне |
|
3 |
12 - 15 мм | 15 м / мін | Грубае шліфаванне |
|
4 |
4 - 6 мм | 16 м / мін | Тонкая паліроўка |
|
5 |
8 -10 мм | 14 м / мін | Тонкая паліроўка |
|
6 |
12 - 15 мм | 12 м / мін | Тонкая паліроўка |
Дакладнасць працы:
| Пункт | Апісанне | Дакладнасць Дыяпазон |
|
1 |
Дакладнасць дыяганальнай лініі | ≤0,5 мм / м |
|
2 |
Паралельная дакладнасць | ≤0,2 мм / м |
|
3 |
Дакладнасць памеру Арыса | ≤0,2 мм / м |
|
Пункт |
Параметр | Дыяпазон |
|
1 |
Макс. памер шклянкі | 4200х2500 мм |
|
2 |
Мін. памер шклянкі | 350 х 350 мм (адзінкавы двайны край без сярэдняй дужкі)400 х 400 мм (уся лінія) |
|
3 |
Таўшчыня шкла | 3 - 28 мм |
|
4 |
Шырыня Арыса: | 1 - 3 мм |
|
5 |
Глыбіня шліфавання | 3 мм (аднабаковы) |
|
7 |
Хуткасць рэгулявання шырыні | 1 - 15 м / мін |
|
8 |
Ціск рабочага паветра | 0,7 МПа |
| Рабочая вышыня: | 920 - 960 мм | |
|
9 |
Поўная ўлада | Каля 135 кВт / 380В 50Гц 3P |